Case Studies

Cobot Palletizing of Food Products

Robotic Grinding of Small Parts
Custom Robotic Load and Unload Cell

ROBOTIC LOAD UNLOAD OF RIVETING MACHINES
High Speed Robotic Bag Palletizing System

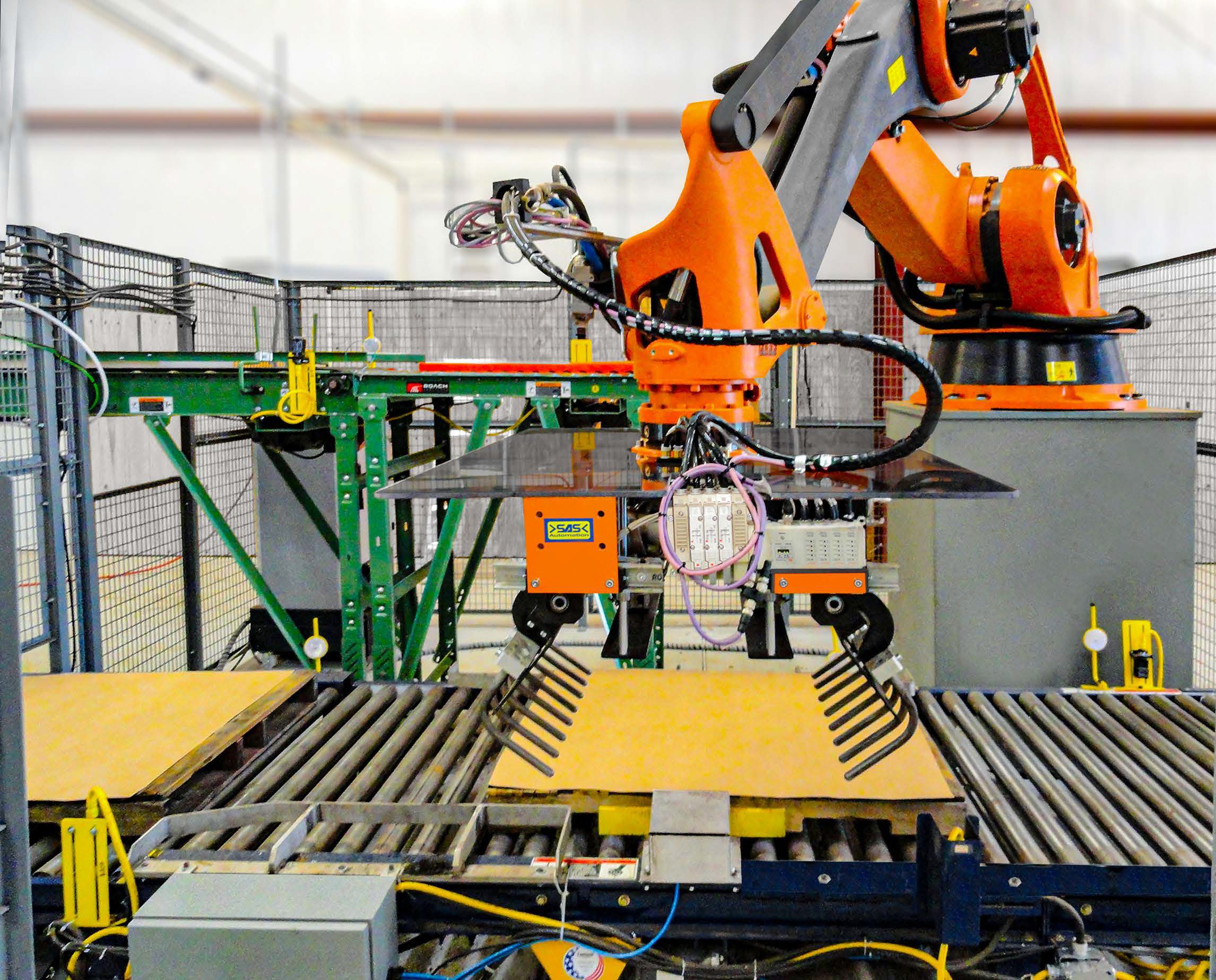
Palletizer for Rolled Roofing
Sort by Expertise