Product Description
The MESH Robotic Buffering System (RBS) is a robot-based buffering solution that stores, sequences, and releases cartons, totes, cases, or products between connected operations. It is designed for applications where traditional accumulation conveyor or manual staging cannot provide enough control, storage density, or release flexibility.
What Makes the MESH RBS Different?
Dynamic Buffering – The RBS stores the product and releases it based on what the operation needs next, not simply the product that arrived. This allows upstream and downstream processes to operate more independently while still maintaining coordinated product flow.
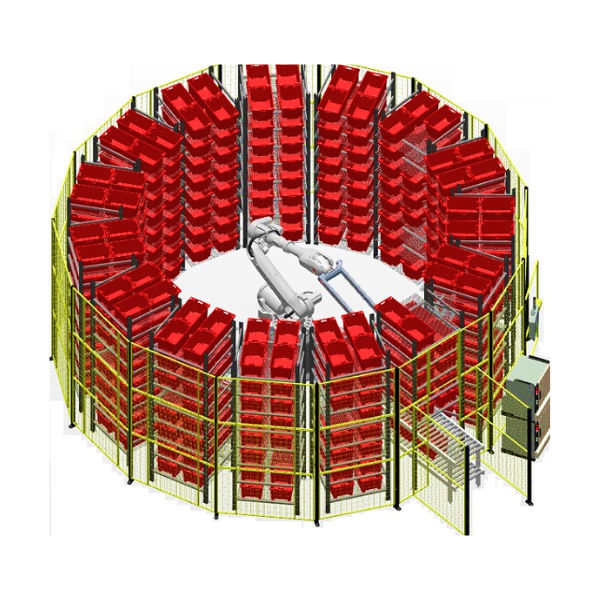
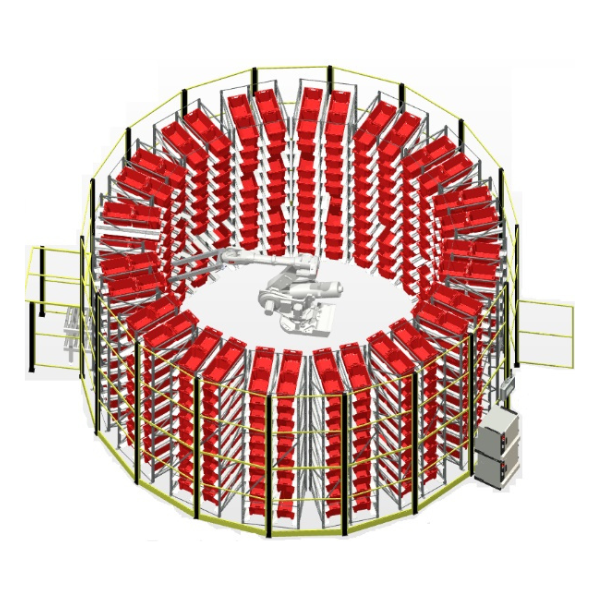
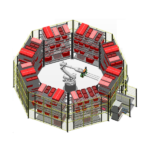
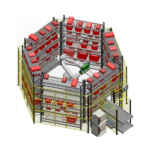
High-Density Storage – Vertical and radial storage around the robot creates a compact buffer when long conveyor lanes or manual staging zones are impractical. This helps facilities reduce staging space while still maintaining the buffer capacity needed to support production, warehouse, or distribution requirements.
Controlled Release – Product can be released based on machine readiness, order priority, palletizing sequence, SKU family, batch logic, inspection status, rework routing, or WMS/WCS/MES/PLC/SCADA commands. This enables the RBS to support sequencing, order consolidation, takt-time balancing, and downstream demand management.
Real Integration – The RBS is built to connect with conveyors, palletizers, ASRS systems, AMRs, scanners, labelers, inspection stations, and plant-level control systems. This allows the system to function as part of a larger automation environment rather than as an isolated piece of equipment.
Each MESH Robotic Buffering System (RBS) comes with these standard features and benefits:
- High-density automated storage system for buffering inventory
- Robotic storage, retrieval, and release functionality
- Intelligent sequencing and release logic based on system demand
- Integration with upstream and downstream automation systems
- Fully integrated controls and system architecture
- Designed and deployed by MESH Automation
- Comprehensive 1-year warranty
MESH Robotic Buffering System with Intelligent Flow Control
Built on industrial robotics technology, the MESH Robotic Buffering System manages product flow between processes in manufacturing, production, warehouse, and distribution center environments. The system is designed to handle uneven process speeds, order consolidation requirements, takt-time balancing, and applications with limited floor space for staging.
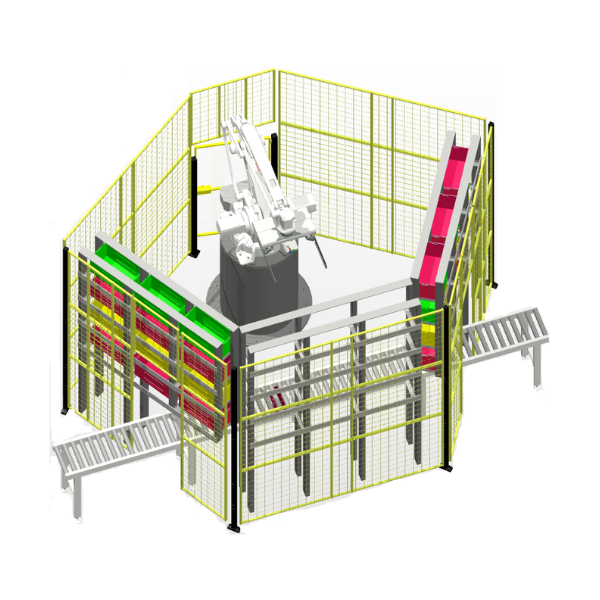
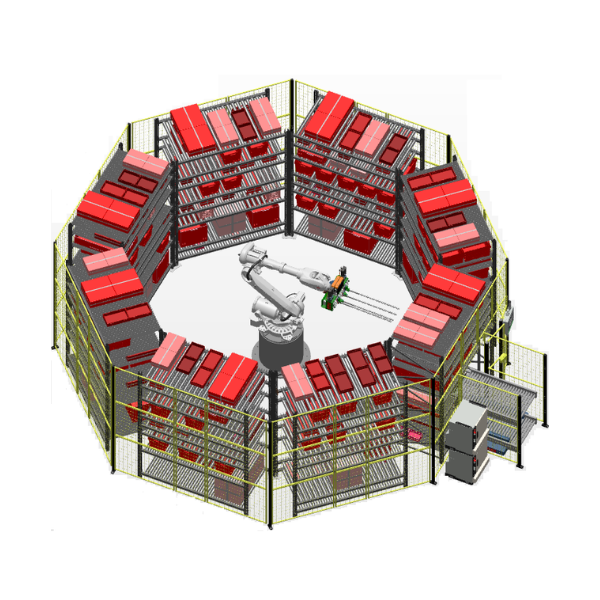
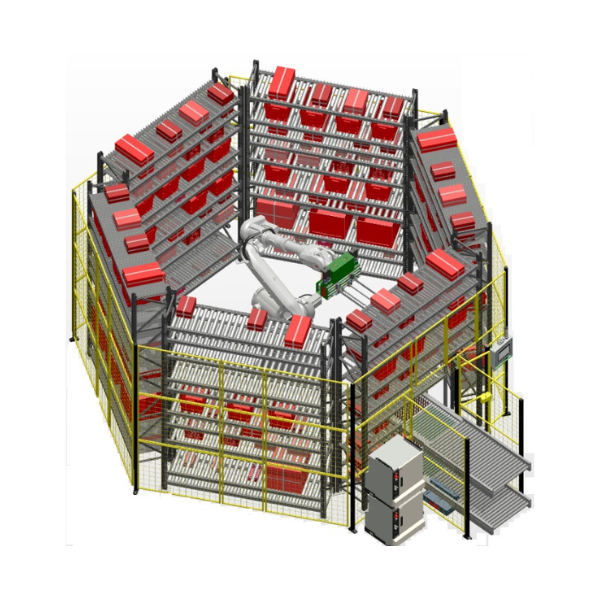
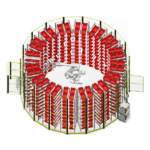
The RBS uses high-density automated storage combined with robotic retrieval and intelligent release logic. A centrally located industrial robot accesses storage racks positioned around it, allowing products, cartons, or totes to be stored in a structured environment and released based on downstream demand rather than arrival order.
By creating a controlled robot-based buffering environment, MESH helps improve sequencing, reduce congestion, and eliminate manual staging between picking, packing, palletizing, shipping, and other connected operations. This allows upstream processes to continue operating while downstream processes catch up, rebalance, or call for product in a specific sequence.
System throughput and storage capacity are configured based on application requirements, including product type, system layout, storage depth, robot selection, and required cycle times. The modular design allows storage and robotic capacity to be scaled with demand, making the RBS a flexible solution for growing operations.
Each MESH Robotic Buffering System is engineered to align with the facility layout, throughput targets, integration requirements, safety needs, and the application’s data communication architecture. The system can be integrated with supervisory platforms or operate with localized process logic depending on the needs of the operation.
The RBS is suitable for logistics, consumer goods, food and beverage, healthcare, production, warehousing, and distribution applications where controlled product flow is critical to maintaining throughput.
MESH ROBOTIC BUFFERING SYSTEM (RBS)
Product Description
The MESH Robotic Buffering System (RBS) is a robot-based buffering solution that stores, sequences, and releases cartons, totes, cases, or products between connected operations. It is designed for applications where traditional accumulation conveyor or manual staging cannot provide enough control, storage density, or release flexibility.
What Makes the MESH RBS Different?
Dynamic Buffering – The RBS stores the product and releases it based on what the operation needs next, not simply the product that arrived. This allows upstream and downstream processes to operate more independently while still maintaining coordinated product flow.
High-Density Storage – Vertical and radial storage around the robot creates a compact buffer when long conveyor lanes or manual staging zones are impractical. This helps facilities reduce staging space while still maintaining the buffer capacity needed to support production, warehouse, or distribution requirements.
Controlled Release – Product can be released based on machine readiness, order priority, palletizing sequence, SKU family, batch logic, inspection status, rework routing, or WMS/WCS/MES/PLC/SCADA commands. This enables the RBS to support sequencing, order consolidation, takt-time balancing, and downstream demand management.
Real Integration – The RBS is built to connect with conveyors, palletizers, ASRS systems, AMRs, scanners, labelers, inspection stations, and plant-level control systems. This allows the system to function as part of a larger automation environment rather than as an isolated piece of equipment.
Each MESH Robotic Buffering System (RBS) comes with these standard features and benefits:
- High-density automated storage system for buffering inventory
- Robotic storage, retrieval, and release functionality
- Intelligent sequencing and release logic based on system demand
- Integration with upstream and downstream automation systems
- Fully integrated controls and system architecture
- Designed and deployed by MESH Automation
- Comprehensive 1-year warranty
MESH Robotic Buffering System with Intelligent Flow Control
Built on industrial robotics technology, the MESH Robotic Buffering System manages product flow between processes in manufacturing, production, warehouse, and distribution center environments. The system is designed to handle uneven process speeds, order consolidation requirements, takt-time balancing, and applications with limited floor space for staging.
The RBS uses high-density automated storage combined with robotic retrieval and intelligent release logic. A centrally located industrial robot accesses storage racks positioned around it, allowing products, cartons, or totes to be stored in a structured environment and released based on downstream demand rather than arrival order.
By creating a controlled robot-based buffering environment, MESH helps improve sequencing, reduce congestion, and eliminate manual staging between picking, packing, palletizing, shipping, and other connected operations. This allows upstream processes to continue operating while downstream processes catch up, rebalance, or call for product in a specific sequence.
System throughput and storage capacity are configured based on application requirements, including product type, system layout, storage depth, robot selection, and required cycle times. The modular design allows storage and robotic capacity to be scaled with demand, making the RBS a flexible solution for growing operations.
Each MESH Robotic Buffering System is engineered to align with the facility layout, throughput targets, integration requirements, safety needs, and the application’s data communication architecture. The system can be integrated with supervisory platforms or operate with localized process logic depending on the needs of the operation.
The RBS is suitable for logistics, consumer goods, food and beverage, healthcare, production, warehousing, and distribution applications where controlled product flow is critical to maintaining throughput.
Starting at